As placas medianas e grosas úsanse amplamente en varios campos como pezas de tensión, como escavadoras, escavadoras, cargadoras, vagóns de pasaxeiros de ferrocarril e outras máquinas de construción e locomotoras. As placas medianas e pesadas adoitan referirse a placas metálicas cun espesor entre 4,5 e 25 mm. Os métodos de conformación de placas medianas e pesadas inclúen principalmente: conformación de flexión de freo de prensa, conformación de máquinas de laminación e conformación de peaxe de prensa. Dobrar (dobrar) é un método de formación de liñas de produtos ampla e abundante para as placas medianas e grosas.
As dificultades da flexión da placa son pezas longas, alta presión, difícil formación, baixa eficiencia e precisión difícil de controlar. O resultado final da flexión é un reflexo completo dos parámetros do material, dos parámetros do proceso e dos parámetros do molde. O deseño razoable destes parámetros é a clave para mellorar o rendemento de flexión de placas medias e grosas.

O tonelaxe da prensa do freo (máquina dobradora da prensa)
O primeiro problema que se enfronta á flexión de placas medias e grosas é a selección de tonelaxe da máquina dobradora de freo de prensa e se a capacidade de carga do dispositivo e do molde cumpren os requisitos.
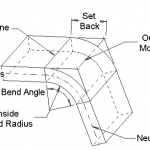
A forza F é aplicada pola máquina dobradora da prensa freo para impulsar o movemento mutuo entre os moldes superior e inferior, dobrando así a placa. Para dobrar placas de aceiro ao carbono a 90 °, WILA dá o valor empírico da carga de tensión da placa, como se mostra na táboa 1. Cando o espesor do aceiro ao carbono é de 20 mm, pódese seleccionar a matriz inferior con V=160 mm. Neste momento, a carga de forza da máquina dobradora é de 150 t/m.
F=forza por unidade de lonxitude (t/m);
S = espesor do material (mm);
ri = raio de curvatura da esquina interior (mm);
V= tamaño inferior da abertura da matriz (mm);
B= bordo máis curto da brida (mm) ;
aluminio: F×50%;
aliaxe de aluminio: F×100%;
aceiro inoxidable: F×150%;
estampación e flexión: F×(3~5)

Abrazadera hidráulica pesada
Os métodos de soporte de carga das abrazadeiras hidráulicas superiores de WILA inclúen a carga superior e a carga do ombreiro, e a carga máxima é de 250 t/m e 800 t/m respectivamente. A superficie que soporta forzas do dispositivo adopta tecnoloxía de endurecemento profundo CNC. A dureza Rockwell é de 56 ~ 60HRC e a profundidade de endurecemento é de ata 4 mm, que ten unha alta dureza e unha forte resistencia ao desgaste. A abrazadeira hidráulica usa unha suxeición rápida hidráulica, e a expansión da mangueira hidráulica impulsa o movemento do pasador de suxeición para que o molde quede asentado automaticamente e a liña de flexión estea centrada automaticamente. Para un molde de flexión cunha lonxitude total de 6 metros, só leva uns 5 segundos para que a suxeición hidráulica estea completamente fixada e a eficiencia de uso integral é de 3 a 6 veces maior que a do sistema de suxeición manual común.

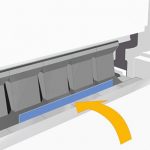
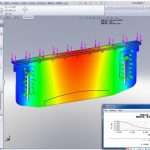
Banco de compensación de maquinaria pesada
Para a flexión de placas medias e grosas, a versión de novo nivel de WILA da táboa de compensación mecánica resistente non só pode satisfacer facilmente os requisitos de carga, senón que tamén compensa a deflexión e deformación da máquina dobradora. O banco de traballo de compensación mecánica adopta suxeición hidráulica, a precisión da superficie pode alcanzar ± 0,01 mm, a dureza do rockwell é de 56 ~ 60HRC e a profundidade de endurecemento é de ata 4 mm. O banco de traballo de compensación mecánica adopta a interface de instalación universal UPB de WILA, que é fácil de instalar e ten maior precisión. Tamén ten os seus propios axustes de dirección Tx e Ty, que poden garantir que o banco de traballo e o calibre traseiro permanezan paralelos nas direccións dianteira e traseira, e poden realizar a corrección da desviación angular local.

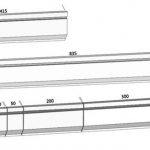
Troquel/ferramenta de flexión pesada
Debido ao grosor da placa, o molde inferior con maior tamaño de abertura (V24 ~ V300) e o molde con maior capacidade de carga son xeralmente seleccionados para a flexión de placas medias e grosas. As dimensións xerais do molde son xeralmente grandes e o peso do molde superou a capacidade de manipulación normal do operador. Coa axuda de rodamentos de rolos, a tecnoloxía patentada E2M (Easy to Move) de WILA permite aos operadores mover moldes de flexión pesados de forma cómoda, segura e rápida, aforrando moito tempo de substitución de moldes e de axuste da máquina.
Pódense proporcionar moldes de dobrado con varias formas de coitelo e aberturas de molde inferiores que satisfagan as necesidades dos clientes, como coitelos rectos, cimitarras de colo de cisne, moldes de filete e moldes multi-V. A través da moenda precisa das pezas clave, a precisión dimensional do molde é de ata ± 0,01 mm. A través do procesamento da tecnoloxía de endurecemento e endurecemento profundo CNC, a dureza do molde pode chegar a 56 ~ 60HRC e a profundidade da capa endurecida pode alcanzar os 4 mm.

Para a curvatura de placas medianas e grosas con diferentes grosores de placas, WILA tamén ofrece moldes Multi-V, que están dispoñibles en dúas formas: porto en V axustable automático e porto en V axustable manual, como se mostra na Figura 6. A través do motor de control numérico ou o bloque de axuste, o tamaño da abertura en V do molde inferior pódese axustar arbitrariamente segundo as características da placa, que é especialmente axeitado para dobrar placas medias e grosas con alto rebote e alta resistencia. Ao mesmo tempo, o molde Multi-V vén con rolos endurecidos cun baixo coeficiente de fricción, o que pode reducir en gran medida os pliegues externos das partes dobradas e, ao mesmo tempo, pode reducir a dobra nun 10% ~ 30% en comparación con o molde inferior tradicional.

Produtos relacionados
 Como elixir a tonelaxe da máquina de freo de prensa hidráulica
Como elixir a tonelaxe da máquina de freo de prensa hidráulica- Emprega as habilidades da máquina dobladora CNC
- O principio de funcionamento e a composición da máquina dobradora de freo de prensa CNC
- Como elixir a matriz adecuada para a máquina dobradora de prensa freo
- Secuencia de dobrado convencional e especificación de uso diario do molde da máquina dobradora
- Por que engadir un sistema de compensación a unha máquina de plegado de prensas
- Como calcular a tolerancia de curvatura para a súa prensa freo
- Molde de máquina dobladora de prensa de freo de China
- De que están feitas as matrices do freno de prensa? Que é a ferramenta de freo de prensa?
- Vantaxes e desvantaxes da máquina de freo de prensa