Vantaxe da máquina de freo de prensa hidráulica CNC

1. Fácil operación
A prensa do freo CNC é moi fácil de manexar e é unha máquina menos intensiva en man de obra. Polo tanto, o operador pode manexar moitas máquinas á vez. Estas máquinas pódense manexar simplemente mediante o tacto, a sensación e o son do operador. Ademais, son moi fáciles de usar e teñen un sistema de control moi potente.
2. Programación flexible
A programación flexible da prensa plegadora CNC permite ao operador controlar a máquina en inglés simple ou calquera outro idioma axeitado.

Os distintos tipos de operacións que se poden realizar tamén están dispoñibles como opcións no menú. Unha vez elixida a operación requirida, aparece en pantalla outra lista de preguntas relativas aos tempos de ciclo, materiais, presións e outros elementos relacionados co proceso produtivo. E despois de que o operador introduza as respostas na máquina, os valores móstranse na pantalla para confirmalos antes de comezar a tarefa relacionada.
3. Deseño moderno
A prensa plegadora CNC incorpora un deseño moderno que permite ao operador organizar facilmente a secuencia de curvas. Tamén axuda ao operador a fabricar rapidamente o produto necesario. Ademais, o operador xa non ten que estimar a cantidade de presión necesaria para crear un grao de curvatura específico. Mesmo os outros factores, como a lonxitude da brida, o tipo de material, a cantidade de espesor e o grao de curvatura pódense introducir directamente na unidade de control CNC. A peza que se vai fabricar tamén se pode ver na versión acabada 2D ou 3D. Ademais disto, despois de programar a primeira parte na máquina ou a través dun PC fóra de liña, un operador menos cualificado tamén pode producir facilmente as pezas posteriores.

4. Hai dúas escalas lineais instaladas en placas “C” a ambos os dous lados.
Fixámolo na mesa de traballo para eliminar o efecto da desviación durante o traballo. A escala lineal inspeccionará as dúas posicións finais do ram (Y1, Y2) e enviará o sinal. Despois de amplificado polo amplificador CNC, o sinal devolverase ao ordenador. A continuación, o ordenador controlará o volume de aceite, que vai entrar nos cilindros. Polo tanto, o paralelismo de ram e mesa de traballo podería controlarse por debaixo de ± 0,01 mm.
5. Versatilidade: Dobra calquera grosor e tipo de material (dentro dos límites físicos dos freos), incluíndo pezas complexas como chasis/soportes electrónicos.
6. O sistema DELEM ten funcións automáticas de proba e autodiagnóstico. Ademais, a programación inclúe tamaños de placa a dobrar, dimensións da peza de traballo e elección de ferramentas. A continuación, o sistema CNC podería calcular a forza de flexión e a posición do calibre traseiro e do ram automaticamente. Tamén se puido calcular o relé de tempo de penetración e presión do ariete. A válvula proporcional electrohidráulica de excelente calidade pode garantir a sincronización de ambos os cilindros e unha boa capacidade para xestionar a carga excéntrica.

7. O calibre traseiro adopta un parafuso de bola e unha guía de rolamento, polo que a precisión de posicionamento repetida do eixe X podería alcanzar ± 0,1 mm. A máquina completa está con protección de seguridade e bloqueo para protexer o operador de feridos.
8. As principais pezas deslizantes, como os cilindros, a varilla do pistón, o camiño de guía, están todas con tratamento de resistencia ao desgaste.
9. O sistema CNC controlará a carreira da máquina de freo hidráulico CNC e o calibre traseiro con boa precisión.
Desvantaxe da máquina de freo de prensa hidráulica CNC
1. Manipulación de material: Dificultade para manexar material de follas grandes
2. Ferramentas: Requírese ferramentas inferiores e superiores
3. A lonxitude da brida debe estenderse a través da matriz durante toda a operación de dobrado, limitando o tamaño da brida.
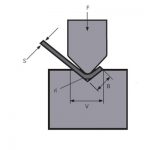
4. Retroceso elástico: ao final da flexión, prodúcese o retroceso elástico debido á recuperación da deformación elástica, como se mostra na figura 1. O fenómeno de rebote afecta directamente á precisión dimensional da peza e debe controlarse. As medidas de proceso tomadas a este respecto son: ① Método de compensación do ángulo. Se o ángulo de flexión da peza de traballo de 90 °, a máquina de flexión baixo o ángulo de apertura da ranura (en forma de V) pódese seleccionar 78 °.

Figura 1
O tempo de presurización aumenta co método de corrección. Realice a corrección da presión ao final da flexión para estender o tempo de contacto da matriz superior, da peza de traballo e da ranura inferior da máquina de flexión para aumentar o grao de deformación plástica no filete da ranura inferior, de modo que a tendencia ao rebote das fibras. na zona de tensión e compresión é oposta entre si, reducindo así a bomba de retorno.
Produtos relacionados
 O principio de funcionamento e a composición da máquina dobradora de freo de prensa CNC
O principio de funcionamento e a composición da máquina dobradora de freo de prensa CNC- WILA Solución eficiente de dobrado de placas medias e grosas
- Como elixir a tonelaxe da máquina de freo de prensa hidráulica
- Os 10 principais fabricantes de prensa eléctrica de China
- Como elixir a máquina de freo de prensa hidráulica CNC adecuada
- 4 pasos para coñecer o sistema E21 de dobladora de chapas CNC
- Que é a coroación de prensa do freo
- Como operar a máquina de corte de guillotina
- Mantemento de máquinas de prensa hidráulica
- Regras de operación segura da máquina de prensa de enerxía hidráulica