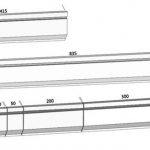
A máquina de dobrado CNC é un equipo importante no procesamento de chapas, e a súa precisión de traballo afecta directamente a precisión de dobrado da peza. No proceso de flexión da peza de traballo, a máquina de freo de prensa está sometida á maior forza nos dous extremos do control deslizante, e a forza de reacción durante a flexión da placa provoca unha deformación cóncava na superficie inferior do control deslizante. A deformación da parte media do control deslizante é a maior e o ángulo de flexión final da peza de traballo. O tamaño varía en toda a lonxitude.
Banco de traballo-carga completa-deformación


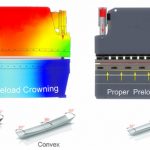
Para eliminar os efectos adversos causados pola deformación do control deslizante, é necesario compensar a deformación da desviación do control deslizante. Os métodos de compensación habituais inclúen a compensación hidráulica e a compensación mecánica, ambas as cales fan que o medio da mesa de traballo produza unha deformación elástica cara arriba para compensar. A deformación da corredera da máquina-ferramenta garante a precisión da superficie da unión de mecanizado e mellora a precisión da peza de traballo.


Cadro de análise do factor de seguridade do molde

Dous métodos de compensación
1. Compensación hidráulica
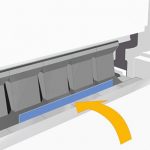
O mecanismo hidráulico de compensación de deflexión automática do banco de traballo está composto por un grupo de cilindros de aceite instalados no banco de traballo inferior. A posición e o tamaño de cada cilindro de compensación están deseñados segundo a curva de compensación de deflexión do control deslizante e a análise de elementos finitos do banco de traballo. A compensación hidráulica é a compensación de protuberancia da versión neutra que se realiza mediante o desprazamento relativo entre as tres placas verticais dianteira, media e traseira. O principio é realizar o bulto a través da deformación elástica da propia placa de aceiro, polo que a cantidade de compensación pode axustarse dentro do rango elástico da mesa de traballo.

2. Compensación mecánica
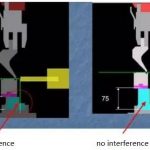
A compensación mecánica está composta por un conxunto de cuñas oblicuas saíntes con superficies inclinadas, e cada cuña sobresaínte está deseñada segundo a curva de deflexión do control deslizante e a mesa de traballo baseada na análise de elementos finitos. O sistema de control numérico calcula a cantidade de compensación necesaria segundo a forza de carga cando a peza de traballo está dobrada (esta forza provocará a desviación e deformación do control deslizante e da placa vertical da mesa de traballo) e controla automaticamente o movemento relativo das cuñas convexas de forma eficaz. compensar a deformación de deflexión producida polo bloque deslizante e a placa vertical da mesa de traballo pode obter a peza de dobrado ideal. A compensación da deflexión mecánica realízase controlando a posición para lograr o "pregolpeamento". Un conxunto de cuñas forma unha liña na dirección da lonxitude da mesa de traballo. A curva coa mesma deflexión fai que o espazo entre os moldes superior e inferior sexa consistente durante a flexión, garantindo o mesmo ángulo da peza de flexión na dirección da lonxitude.


Produtos relacionados
 Avarías mecánicas comúns e mantemento das máquinas dobradoras de prensas plegadoras
Avarías mecánicas comúns e mantemento das máquinas dobradoras de prensas plegadoras- Molde de máquina dobladora de prensa de freo de China
- 4 pasos para coñecer o sistema E21 de dobladora de chapas CNC
- Que é a coroación de prensa do freo
- Como elixir a tonelaxe da máquina de freo de prensa hidráulica
- De que están feitas as matrices do freno de prensa? Que é a ferramenta de freo de prensa?
- Como facer a compensación de deflexión para a curvadora de chapa CNC
- Emprega as habilidades da máquina dobladora CNC
- Cantos tipos de prensa plegadora hidráulica
- Como elixir a máquina de freo de prensa hidráulica CNC adecuada