As máquinas dobradoras hidráulicas/freo de prensa hidráulica pódense dividir segundo o método de sincronización: máquina de dobrado de torque síncrono hidráulico, prensa de freo CNC e prensa de freo de prensa cnc electrohidráulico E pódense dividir nos seguintes tipos de movemento: acción ascendente, acción descendente .
A flexión da prensa do freo require diferentes métodos de aproximación para acadar os resultados desexados necesarios. Desde a formación de postes da torre eólica ata os complicados compoñentes do gabinete eléctrico, os freos de prensa son unha ferramenta vital para o fabricante e saber que non todas as dobras son iguais é unha clave para o seu éxito. Comprender o proceso, as ferramentas e o material (xa que todos os metais que se dobran responderán de forma diferente a cada proceso de dobrado) é vital para obter pezas precisas de forma rápida e repetida.
Máquina dobladora de torque síncrona hidráulica/prensa de freno de torsión síncrona hidráulica

Os dobres cilindros controlan o movemento deslizante cara arriba e abaixo
Sincronización mecánica de par
Prensa plegadora CNC e prensa plegadora electrohidráulica


Freos de prensa CNC: estes tipos de freos teñen a máis alta precisión e capacidade de personalización, utilizando tecnoloxía informática para controlar a precisión e aumentar a eficiencia. Cando se usan prensas de freo CNC, datos como o ángulo de flexión, o grosor da placa, o ancho e o grao son introducidos nun controlador por un operador adestrado e o freo manexa facilmente o resto.
Como calcular a tonelaxe da prensa plegadora

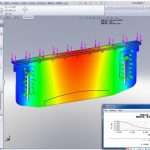
Durante o proceso de flexión, a forza entre as matrices superior e inferior aplícase ao material, facendo que o material sufra deformacións plásticas. A tonelaxe de traballo refírese á presión de esaxeración cando se dobra o son. Os factores que inflúen para determinar a tonelaxe de traballo son: raio de flexión, método de flexión, relación de matriz, lonxitude do cóbado, espesor e resistencia do material de flexión, etc.
Os cálculos de tonelaxe da prensa do freo son relativamente sinxelos. O truco é saber onde, cando e como aplicalos. Comecemos co cálculo da tonelaxe, que se basea no punto no que se rompe o rendemento do material e comeza a flexión real. A fórmula baséase en aceiro laminado en frío AISI 1035 cunha resistencia á tracción de 60.000 PSI. Ese é o noso material de referencia. A fórmula básica é a seguinte:

P: forza de flexión (kn)
S: espesor da placa (mm)
L: ancho da placa (m)
V: ancho da ranura do troquel inferior (mm)

Exemplo 1:
S=4mm L=1000mm V=32mm, busca na táboa e obtén P=330kN
2. Esta táboa calcúlase en base a materiais con resistencia Оb=450N/mm2. Ao dobrar outros materiais diferentes, a presión de flexión é o produto dos datos da táboa e dos seguintes coeficientes;
Bronce (brande): 0,5; aceiro inoxidable: 1,5; aluminio (suave): 0,5; aceiro cromo molibdeno: 2.0.
Fórmula de cálculo aproximada da presión de flexión: P=650s2L/1000v
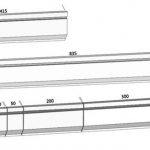
Tamaño da curva máis pequena:
A. Dobrar/dobrar:


B. Dobrar / dobrar Z


Exemplo 2:
Espesor da placa S=4mm, ancho L=3m, ob=450N/mm2
Ancho xeral da ranura V=S*8 Polo tanto, P=650423/4*8=975(KN)= 99,5 (ton)
O resultado está moi próximo aos datos do gráfico de forzas de flexión.
Como podes ver, o método #1 para calcular o tonelaxe da prensa do freo baséase no material de aceiro suave.
E se o material é de aceiro inoxidable, aluminio ou latón?
É sinxelo, multiplica os resultados calculados pola fórmula anterior polos coeficientes da seguinte táboa:
| Material | Coeficientes |
| Aceiro suave | 1 |
| Aceiro inoxidable | 1.6 |
| Aluminio | 0.65 |
| Latón | 0.5 |
Produtos relacionados
 Molde de máquina dobladora de prensa de freo de China
Molde de máquina dobladora de prensa de freo de China- Por que engadir un sistema de compensación a unha máquina de plegado de prensas
- Avarías mecánicas comúns e mantemento das máquinas dobradoras de prensas plegadoras
- Como elixir a matriz adecuada para a máquina dobradora de prensa freo
- O principio de funcionamento e a composición da máquina dobradora de freo de prensa CNC
- 2021 Guía definitiva da máquina de freo de metal
- 4 pasos para coñecer o sistema E21 de dobladora de chapas CNC
- Prensa plegadora China de 40 toneladas
- De que están feitas as matrices do freno de prensa? Que é a ferramenta de freo de prensa?
- Fallos comúns e métodos de solución de problemas da prensa hidráulica de catro columnas 100t